
Page 52 - Compression Molding Machine 67
P. 52
็
เมื่อเตรียมอุปกรณ์ใบตอง ใบผักตบชวา หรือใบไม้อื่น ๆ ด้วยการทากาว ถ้าใช้ใบตองกซ้อนกันสองชิ้น ทากาว
ิ
์
ด้านในประกบกัน จากนั้นน าไปใส่ยังต าแหน่ง 2 ให้แม่พมพอยู่กึ่งกลางใบตอง จากนั้นกดที่ต าแหน่ง 1 ด้วยการออก
แรงกดจนไปของตัว Timer จับเวลาด้านล่างของตัวควบคุมมีไฟแสดง 00 และเริ่มจับเวลา กดไปจนกระทั่งถึงเวลาที่ตั้ง
ไว้ ก็จะเกิดเสียง Buzzer ดังพร้อมไปกระพริบที่หลอดไฟด้านบนข้างตัวควบคุม ในช่วงเวลาก่อนหน้าอุณหภูมิที่ตัว
ควบคุมจะขยับขึ้นลงตามการควบคุมแบบ PID ของตัวควบคุม
การตั้งค่าเวลาขึ้นกับวัสดุใบไม้ที่น ามาใช้ว่ามีความหนา เส้นใยบนใบไม้เล็กหรือเส้นใหญ่ ต้องทดสอบเพื่อไม่ให้ชิ้นใบไม้
กรอบจนเกินไป
- การปรับแต่งค่าของเครื่องอัดขึ้นรูปแบบกึ่งอัตโนมัติ
การตั้งเวลา กระท าที่ Timer ตัวล่างที่มีสลักเล็ก ๆ จากรูปที่ 3 เพื่อกดเลื่อนค่าในช่องจากขวามือเราเป็น M เพอ
ื่
แสดงว่าเป็นหน่วยนาที เลขถัดไปด้านซ้ายมือหลักนี้เป็นเวลาที่จะตั้งว่ากี่นาทีโดยกดสลักเดือยด้านล่างไปเรื่อยจนถึง
ตัวเลขเวลาที่ต้องการ ปกติให้ค่าที่ 2-6 นาที ทั้งนี้ขึ้นกับวัสดุธรรมชาติที่ใช้ และระดับความร้อนที่ถูกตั้ง
ตัวควบคุมแบบอัตโนมัติด้วย PID ต้องท าการตั้งค่าอุณหภูมิที่ต้องการให้ขดลวดความร้อนสร้างความร้อนให้ถึงจุดที่
ต้องการ โดยสามารถตั้งค่าในช่วง 120 – 160 องศาเซลเซียส ขณะท างานอณหภูมิจะเพิ่มขึ้นหรือลงระหว่างค่าอุณหภูมิ
ุ
ที่ต้องจากการเกิด Overshoot ตัวควบคุมพยายามบังคับให้เข้าสู่ค่า Setting ที่ตั้งไว้ จากหลักการท างานของตัวควบคุม
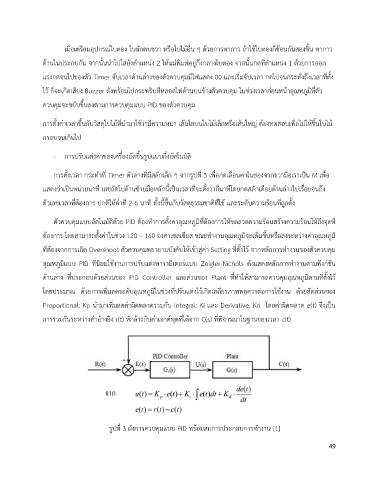
อุณหภูมิแบบ PID ที่นิยมใช้งานการปรับแต่งพารามิเตอร์แบบ Zeigler-Nichols ดังแสดงหลักการท างานตามฟังก์ชัน
ด้านล่าง ที่ประกอบด้วยส่วนของ PID Controller และส่วนของ Plant ที่ท าให้สามารถควบคุมอุณหภูมิตามที่ตั้งไว้
ุ
โดยประมาณ ด้วยการเพมลดระดับอณหภูมิในช่วงที่ปรับแต่งไว้เกิดเสถียรภาพพอควรต่อการใช้งาน ด้วยสัดส่วนของ
ิ่
ิ่
Proportional: Kp น ามาเพมลดค่าผิดพลาดรวมกับ Integral: Ki และ Derivative: Kd โดยค่าผิดพลาด e(t) จึงเป็น
การรวมกันระหว่างค่าอ้างอิง r(t) หักล้างกับค่าเอาต์พุตที่ได้จาก C(s) ที่พิจารณาในฐานของเวลา c(t)
รูปที่ 3 ผังการควบคุมแบบ PID พร้อมสมการประกอบการท างาน [1]
49